
The medium frequency induction furnace is the main metal smelting equipment for foundries. The selection of its lining material is directly related to the length and efficiency of the furnace life. The use of high-quality refractory lining materials, correct furnace construction and discharge operations, etc., can achieve stable, efficient and long-life furnace use effects.
1. Introduction to the types of medium frequency induction furnace lining materials
The lining materials of medium frequency induction furnaces are mainly acidic, neutral and alkaline refractory materials.
Acidic refractory materials: Acidic lining materials based on fused quartz sand are mainly used for melting gray iron, ductile iron and vermicular iron. It is cheap, but has low refractoriness, poor dimensional stability, unsatisfactory chemical stability, and is easy to react with slag to cause lining erosion.
Neutral refractory materials: Neutral lining materials based on fused corundum are mainly used for melting carbon steel, low alloy steel, etc. This material has good thermal stability, volume stability and high high temperature strength.
Basic refractory material: Basic lining material based on fused magnesium oxide, used to melt high-alloy steels such as high manganese steel, high chromium steel, tool steel, stainless steel, etc. This type of refractory material has high high temperature strength, high refractoriness and corrosion resistance, but its disadvantages are large expansion coefficient and easy cracking.
2. Failure mechanism of medium frequency induction furnace lining and its improvement measures
2.1 Failure of lining erosion
(1) Chemical erosion As shown in Figure 1, the causes are as follows:
① Erosion of the lining caused by oxidation.
② Chemical reaction between the elements in the molten metal and the lining.
③ Erosion caused by high-fluidity slag washing the lining.
④ Erosion of the acidic lining by the basic slag, or the erosion of the basic lining by the acidic slag.
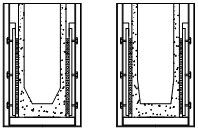
(2) Mechanical erosion As shown in Figure 2, the causes are as follows:

① Severe impact of large pieces of charge on the bottom and wall of the furnace during the charging process.
② Erosion caused by strong stirring of the molten steel under electromagnetic action during the melting process. The electromagnetic stirring force of the medium frequency furnace is inversely proportional to its frequency. Therefore, it is important to select the appropriate medium frequency furnace frequency according to the furnace capacity. Too strong stirring force will affect the life of the furnace lining, and too weak stirring force will also affect the melting efficiency and metallurgical quality.
③ The erosion of the furnace lining during the process of steel and iron tapping.
(3) The improvement measures are as follows:
① Pay attention to the discharge amount and discharge speed when adding materials to reduce the impact on the furnace lining.
② Improve the cleanliness of the charge to prevent scale, rust and oily charges from entering the furnace.
③ Select a ladle or iron ladle of appropriate capacity to reduce the number of furnace tapping.
2.2 Failure of lining peeling
(1) The lining peeling is shown in the figure. The causes are as follows:

① Peeling of the furnace lining caused by water vapor. If the charge is not dry, the water vapor generated during heating will erode the furnace lining and cause the lining to peel off.
② Mechanical peeling. The mechanical impact during charging causes the lining to be scraped and peeled off.
③ Expansion spalling: The furnace is not built tightly, causing metal or non-metal to penetrate into the furnace lining and cause expansion spalling.
④ Extrusion spalling: The weight of the charge severely squeezes the furnace bottom, causing the furnace bottom to spall.
⑤ Thermal shock spalling: The lining temperature changes rapidly, causing the lining to spall.
(2) The improvement measures are as follows:
① Use dry charge to avoid bringing moisture into the furnace.
② Add charge slowly to avoid violent impact on the furnace bottom and sides.
③ Strictly follow the cold furnace start-up process. Because all refractory materials have the characteristics of thermal expansion and contraction, the cracks in the furnace lining must be healed before melting and adding charge. Melting operation before the cracks are closed is very likely to cause metal liquid to penetrate, which will accelerate the spalling of the furnace lining and make the furnace lining scrapped.
2.3 Overheating failure of furnace lining
(1) Bridging of charge
If the charge used carries too many inclusions and is severely corroded, a large amount of sticky slag will be produced during the melting process; or if the charge is too long or too large, it will be difficult to unload. If improper operation forms a bridge, the molten steel in the lower part of the furnace will continue to heat up, while the upper charge cannot melt down, which will cause the lower lining to overheat and melt.
At the same time, it is easy to cause the upper charge to suddenly fall down, and the temperature of the molten steel in the furnace will drop sharply to produce strong boiling, which is very likely to cause the molten steel to explode, causing equipment or safety accidents.
(2) Temperature out of control, molten pool temperature is too high
Since the energy conversion of the medium frequency furnace is very concentrated and the temperature rises rapidly, the high temperature of the molten steel in the furnace will quickly corrode the refractory material. Therefore, the operator in front of the furnace must pay attention to the melting condition of the charge and the temperature in the furnace in time. If the monitoring is not in place, the temperature in the furnace will be out of control, resulting in rapid erosion of the lining and the occurrence of furnace penetration accidents, which will cause personal or equipment accidents.
(3) Improvement measures
① Use clean charge to avoid bringing in too much inclusions to form slag that hinders the feeding and forms charge bridges;
② Strengthen the control in front of the furnace and timely poke the charge to avoid charge bridges;
③ Timely measure the temperature and control the power to ensure that the temperature of the molten metal does not exceed 1650 ℃.
2.4 Crack failure
(1) Crack failure is one of the main ways of lining failure, as shown in the figure. There are mainly the following types of lining cracks:

① Horizontal cracks are caused by the failure to connect the layers when the furnace is built. Failure to thoroughly degas as required during furnace construction and failure to scrape the layers as required are the main causes of horizontal cracks.
② Vertical cracks are caused by frequent furnace opening and stopping, and the thermal shock of the lining from rapid cooling and heating will cause vertical cracks.
③ Random cracks are caused by mechanical shock during frequent charging.
Crack failure has a great impact on the life of the lining. After cracks appear in the furnace lining, if the furnace drying process is not strictly implemented, the cracks are not healed and come into contact with molten metal. These molten metals will continue to corrode the furnace lining along the cracks and expand the furnace lining material, resulting in larger cracks. The molten metal will further penetrate into the furnace lining, causing the furnace lining to fail.
(2) The improvement measures for the failure of furnace lining cracks are as follows:
① Improve the quality of furnace construction, obtain good furnace lining compactness and avoid lining material stratification. Use pneumatic or electric mechanical furnace builders instead of manual ramming methods, and ensure that the wind pressure is above 0.5 MPa to ensure vibration intensity and reduce the impact of human factors on furnace construction quality; reduce the thickness of the feed, and the maximum thickness of each layer of feed cannot exceed 100 mm. Each layer needs to be leveled, and each layer is degassed 4 times with a fork, and evenly scratched to avoid material segregation.
② Use a rapid furnace cooling process to reduce the occurrence of large cracks or vertical cracks. When the furnace needs to be stopped, a strong cooling method can be used to quickly cool the furnace down. Rapid cooling rapidly reduces the temperature difference between the refractory pool side of the furnace lining and the coil side. In the early stage of the rapid cooling process, a large number of randomly distributed fine cracks will be generated, reducing the generation of large vertical cracks.
2.5 Failure of furnace lining nodules
During the melting process, slag hangs on the furnace wall to form nodules. Sometimes the thickness of the furnace lining nodules reaches more than 30 mm. A large amount of slag adheres to the furnace lining, resulting in reduced furnace capacity and cracks.
(1) There are three reasons for the nodules in the furnace lining: slag adhesion; metal oxide adhesion; and adhesion of pollutants added to the furnace (such as dirty iron filings, oily turnings, etc.).
(2) The improvement measures for the failure of furnace lining nodules are as follows:
① The return materials such as risers and runners must be screened to remove the oxide scale, mud and sand they carry before they can be added to the furnace to reduce the inclusions brought into the molten pool and the amount of slag.
② After the castings are shot blasted with the pouring risers, the pouring system and risers are cut to reduce the inclusions brought into the return materials.
2.6 Failure of furnace lining penetration
(1) Failure mechanism: The refractory layer of the hot surface is penetrated by molten metal or molten metal oxide. The penetration of molten metal is the result of loose furnace construction or premature lining cracks that have not been healed in time, while the penetration of metal oxide is mainly caused by loose furnace construction.
(2) Improvement measures: Strictly implement the furnace construction process, improve the quality of furnace construction, and improve the compactness of the furnace lining.
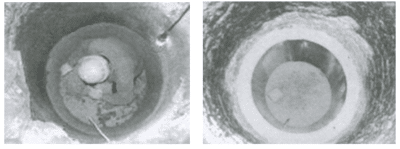
2.7 Unreasonable crucible angle design
(1) Failure mechanism: The bottom bevel of the crucible is unreasonable. The bevel design is too large, and the bottom furnace lining is not easy to be compacted. The furnace lining is easily corroded, resulting in the “elephant foot” phenomenon at the bottom, which greatly reduces the life of the furnace lining.
(2) Improvement measures: It is more reasonable to design the bottom bevel of the crucible to 105°, which can improve the compactness of the bottom furnace lining and help improve the resistance of the furnace lining to peeling, cracking, and corrosion, thereby increasing the overall life of the furnace lining.
3. Use secondary furnace building process to improve the life of furnace lining
In the actual production process, the erosion speed of various parts in the furnace is not consistent. The bottom is eroded quickly, and the middle and upper parts are eroded slowly. If the furnace is built once, when the lower part becomes thinner and can no longer be opened, the upper part is still very thick. It is a waste to dismantle the furnace at this time.
The intermediate repair process can be used to extend the life of the furnace. There are two types of intermediate repair methods: one is to use plastic material for intermediate repair; the other is to use dry vibration material for intermediate repair. The method of using half crucible and dry vibration material for repair is more effective and can generally extend the furnace life by 30 to 40 furnaces. The method is as follows:
(1) When the furnace lining has a relatively obvious concave area and needs to be repaired, drain the molten steel or iron in the furnace, clean the residue and cold steel in the furnace after cooling, and ensure that the ground wire at the bottom of the furnace is exposed;
(2) Place the half short crucible at the bottom of the furnace so that the center line of the short crucible coincides with the center line of the furnace;
(3) Use SP90CR plastic refractory material to seal the contact part between the short crucible and the bottom of the furnace;
(4) Add the lining material layer by layer into the gap between the short crucible and the furnace wall, and tighten it according to the furnace building process;
(5) After the repair is completed, manually place small pieces of scrap steel densely in the entire furnace;
(6) After the repair, bake the furnace according to the process and use it normally.
4. Improvement effect
By analyzing the causes of lining failure in detail and taking targeted improvement and secondary furnace building measures, the life of the lining of the author’s 6-ton medium-frequency induction furnace has been greatly improved. The average life has increased from less than 80 furnaces to more than 100 furnaces, an increase of 33%. The frequency of furnace building has decreased, which not only saves lining materials, but also reduces labor costs and reduces the loss of shutdown caused by furnace building and furnace baking, creating an annual economic benefit of more than 500,000 yuan.
The main failure modes of medium-frequency induction furnace linings include erosion, spalling, overheating, cracks, nodules, and penetration. Taking targeted improvement measures for the causes of failure, improving the crucible angle design, and taking secondary furnace building technology can significantly improve the life of the lining and save the costs of lining materials and furnace building labor.