
In industrial furnaces, especially kilns using amorphous refractory materials as linings, lining peeling is one of the key factors that cause kiln shutdown and shorten service life.
Peeling phenomenon of lining
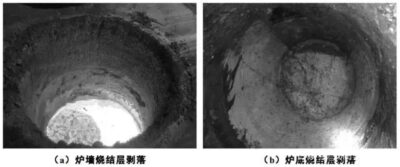
20 tons of medium frequency induction furnace, lining material MS1001a, 0.8% B2O3 addition, after 4 furnaces of lining use, when checking the lining, it was found that the surface materials of the sintering layer of the side wall and the bottom of the lining fell from the surface of the lining in the form of blocks or pieces, and then pits appeared on the surface of the sintering layer of the lining, as shown in the figure below.
Analysis of the mechanism of lining peeling defects
1. Lining peeling caused by water vapor
At 100℃ and a standard atmospheric pressure, the specific volume of water is: 0.00104344m3/kg (liquid), 1.6736m3/kg (steam). So the volume expands 1618 times after water turns into water vapor.
If the moisture content of the furnace lining material is too high or damp, and the prefabricated parts and coil slurry are newly replaced and not completely baked to drain the moisture, when the furnace lining is knotted and sintered, the temperature rises too quickly and the crucible mold is not equipped with exhaust holes, resulting in a large amount of water vapor generated rapidly inside the furnace lining that cannot be quickly discharged and pressurized, and finally breaks through the surface of the sintered layer of the furnace lining, causing the surface of the sintered layer of the furnace lining to be pushed out and peeled off, and the above situation will occur.
2. Spalling of the furnace lining caused by mechanical damage
In the early stage of the first furnace sintering, the sintering layer of the furnace lining has not yet established a strong strength and is not thick enough. If a large piece of furnace charge is added to the furnace, it will cause the furnace lining to be “forced” to peel off.
3. Spalling of the furnace lining caused by different expansion coefficients
This phenomenon often occurs at the junction of the hot surface of the furnace lining and the non-wetted iron. The interface between the wetted hot furnace lining and the non-wetted cold furnace lining will produce interface separation due to the different expansion coefficients during the change of hot and cold cycles.
4. Flaking of the lining caused by rapid changes in temperature
Rapid changes in temperature exceed the lining’s ability to resist thermal shock and crack healing.
5. Flaking of the lining caused by stress
This usually occurs at the bottom of the furnace. In the middle and late stages of the lining’s life, the lining is eroded around it, and the bottom of the furnace is uneven. When the lining is heated, the expansion stress will cause the lining to burst and peel off.
Countermeasures for lining peeling defects:
The lining peeling is mainly caused by water vapor and stress, and others are supplementary.
Therefore, for moisture, the newly repaired coil glue before knotting the lining, as well as the replaced prefabricated parts, can be heated by an electric furnace after the crucible mold is set up in the furnace, and the crystallized water and water vapor in it are completely exhausted; the purchased lining materials should be used as soon as possible and moisture-proof measures should be taken to prevent the lining from getting wet again; the coil should be tested for water and pressure before building the furnace to prevent micro-leakage of the internal circulating water, which will cause moisture to enter the lining. The temperature should be raised slowly during the sintering operation, and the crucible mold should have exhaust holes to ensure the normal overflow of moisture.
For other types, small and light pig iron should be used when adding materials to the cold furnace. Large pieces should not be returned to the furnace to violently impact the cold furnace lining. At the same time, appropriate knotting methods and baking processes for the furnace lining materials should be selected. The furnace bottom must be leveled before placing the crucible mold to prevent stress peeling.